


Corrugated board – structure and why flute direction matters
Structure and properties
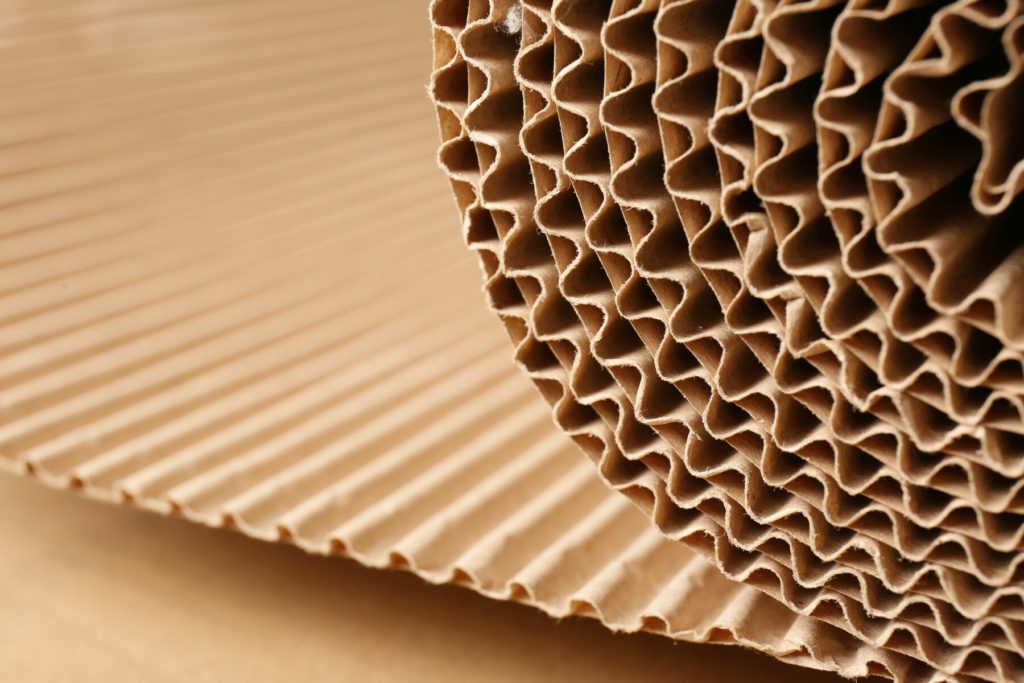
Corrugated board consists of two or more layers. It is typically a brown material made, among other things, from cellulose pulp. Moreover, at least one layer has a “zig-zag” (accordion-like) shape, so the material gains elasticity. As a result, corrugated board stays relatively light, yet it also remains very strong. Additionally, it supports many areas of industry and trade, therefore it has become a common packaging material.

A brief history of the material
The first attempts to produce corrugated paper took place in England in 1856. Edward G. Healy and Edward E. Allen used a simple machine that created wavy paper with two grooved rollers. At that time, the material was not yet linked to packaging, because people used it as a filler or stiffener for clothing, including hats.
Later, in 1874, the American Olivier Long introduced an important change: he glued the fluted paper to a smooth sheet. In this way, a two-layer board appeared, and consequently it strongly supported the growth of the packaging industry.
Production process: corrugator and fluting
Corrugated board is produced on a machine called a corrugator. Moreover, this line is unusually long, because it can reach up to 150 meters. The process alternates fluted layers with flat paper layers. The fluted layer is formed by corrugating rolls, often described as “fluting”, which give the paper the required shape and flute type.
Starch glue and building additional layers
A starch-based glue bonds the fluted layer to the flat layer, called the liner. After this step, the first two layers create the initial board structure. Furthermore, manufacturers can repeat the process, therefore they can produce boards with different stiffness and strength levels.
Flute direction and creasing
When you look at corrugated board, you can see channels running in one direction and parallel to each other. This is the flute. Why does it matter? Because it affects how a package folds and, at the same time, how strong it stays. In most cases, the key point is which panel edge the flute runs parallel to.
In practice, production uses a die-cutting tool that cuts the packaging or a sleeve. The die includes crease lines that mark the fold. Moreover, crease rules have rounded ends, so they compress the board instead of cutting it.
Therefore, matching flute direction is crucial. If the flute runs parallel to the crease lines on the die, folding microflute can become difficult. For this reason, when ordering board, it is worth indicating which creases are most important, so the packaging folds smoothly. As a result, you avoid production issues and achieve a clean final look.
Corrugated board structure – types and applications
Corrugated board comes in many variants, from the simplest two-layer board to more advanced constructions with up to seven layers. Each type has its own characteristics and applications, depending on strength and printability. Therefore, below you will find a description of the most common solutions.
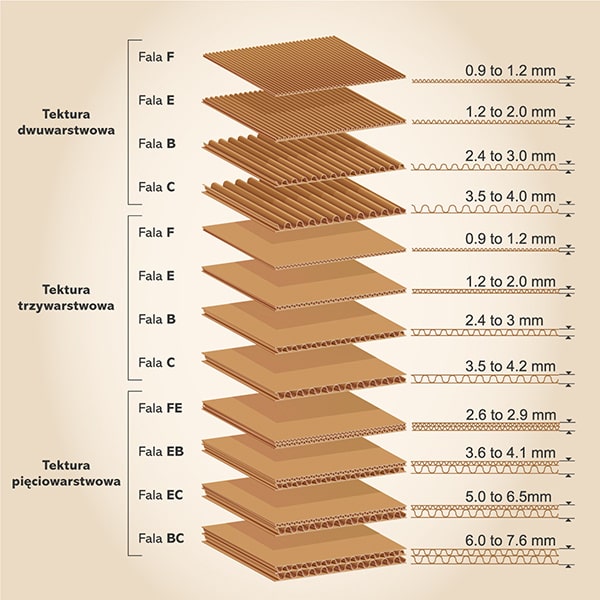
2-ply corrugated board
Two-ply corrugated board is the simplest construction, consisting of two elements: a smooth outer layer (often called the facing or liner) and an inner fluted layer shaped like an “accordion”. This fluting gives the material its resilience. Moreover, the smooth liners provide stiffness, durability and the possibility of offset printing.
- F flute: height 0.9–1.2 mm; colour variants: grey–grey, white–white, white–grey
- E flute (microflute): height 1.2–2 mm; colour variants: grey–grey, white–white, white–grey
- B flute: height 2.4–3 mm; colour variants: grey–grey, white–white, white–grey
- C flute: height 3.5–4 mm; colour variants: grey–grey, white–grey
Two-ply board is used in mass production and high-volume runs, where both quality and price matter. In addition, it can be laminated with prints on boards such as MMLiner, Kraftliner or GD2.
3-ply corrugated board
Three-ply corrugated board consists of two outer layers and one fluted layer placed between them. It is often used for laminated packaging, for flexographic printing, and also for transport boxes. You can print it with flexo either full coverage or in a single colour. Additionally, printed sheets can be enhanced, for example with film lamination, UV varnish, embossing or hot stamping.
- F flute: height 0.9–1.2 mm; grammage 240–300 g/m²
- E flute (microflute): height 1.2–2 mm; grammage 346–490 g/m²
- B flute: height 2.4–3 mm; grammage 277–580 g/m²
- C flute: height 3.5–4 mm; grammage 400–590 g/m²

5-ply corrugated board
Modern industry often needs more resistant materials, although they can be harder to process in finishing. In such cases, five-ply board is used, typically based on EB or BC flute combinations. This structure provides high resistance to crushing and mechanical damage.
- EB flute: height approx. 5 mm; grammage 650–850 g/m²

- BC flute: height 6–7 mm; grammage 690–1500 g/m²
Measuring corrugated board strength
The strength of corrugated board and finished packaging is determined with specialized testers. Most commonly, the following indicators are used:
- FCT: flat crush resistance, i.e., the force needed to break the flutes when the sheet lies flat.
- ECT: edge crush resistance, i.e., the force needed to crush a vertically positioned sheet.
- BCT: box compression strength, i.e., testing between two plates until the side walls buckle.
Choosing the right type of corrugated board is crucial for packaging quality, durability and the final appearance. Thanks to precise matching of flute and grammage, you can achieve both elegant gift packaging and strong transport boxes.
Need help selecting the right board? Write to us—together we will match the flute and grammage to your packaging and printing requirements.